铝塑泡罩包装机加热板的相关知识
(1)
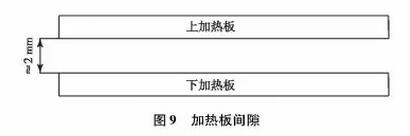
铝塑包装机上下加热板间隙约为2mm。但要以实际PVC厚度进行调整,保证PVC顺畅通过,但加热也要保证均匀,间隙合适。通过调节下加热板的限位螺母,调节其与上加热板距离。调整之前要用直角尺以成型站左侧面为基准,保证下加热板平行,上加热板也平行。加热板平行用基板处的三个调整杆调节,具体测量位置如图9所示。
(2)如果加热机构整体高低不合适,则要到设备后面松开4条M10的螺钉,但不要完全松开,以能调动为准。
(3)调整好上下加热板间隙和平行度,以及成型部分。以吹气板为准,下 加热板略低于吹气板0.5 mm以内。再次检查上下加热板平行度。吹气板以设备运动时压缩量为1 mm左右为宜。
(4)上下加热板是可以左右移动的,上加热板与成型板侧端面问隙为1~3mm,下加热板与吹气板侧端面间隙为3 ~5 mm。




 产品系列
产品系列 内容详情
内容详情




