平板式铝塑泡罩包装机维修保养技术务实之进给量
对于普通平板式
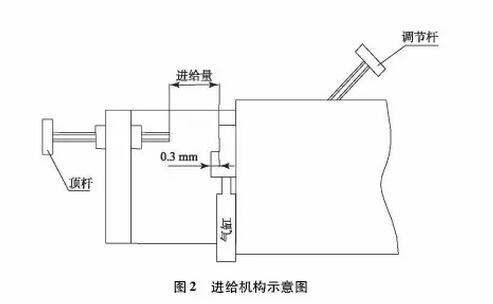
铝塑包装机设备其废料边大多是2 mm,进给量的尺寸比实际药板进给方向长度长2mm。调试时用卡尺测量自进给处螺纹顶杆端面到移动进给的气缸上的小黑块(靠近进给机构最近端的那个面,此面是有台阶的,高低相差0.3 mm),如图2所示。注意此时气缸是以原始状态术顶起时的尺寸为进给量。测量下网纹板有网纹的部分的宽度也是进给量,这是实际进给量,测得其尺寸后可以用卡尺确定进给量,也可以把网纹板有网纹的部分(不装批号垫,网纹板的宽度)放进螺纹顶杆与小黑快之间确定其进给量。
图2进给机构示意图
进给量的调试方法:必须使移动机构到达最远端处才能进行进给量调整,通过进给机构左端螺纹顶杆与移动进给机构里面的有手轮的调节杆互相配合进行。
(1)使进给机构移动到最远端处,将卡尺或网纹板放进顶杆与黑块端面之间,如果只是相差1 ~2 m就直接转动螺纹顶杆,使其与卡尺或网纹板顶住无间隙即可。
(2)如果两者相差很大,则必须是螺纹顶杆和螺纹调节杆(移动机构里面的有手轮的部件)互相配合调整,螺纹顶杆要松开紧固螺母进行转动调节,松开螺纹调节杆支架背后的紧固螺母和侧面的顶丝。调节时先看一下大概相差多少,然后拿出卡尺或网纹板,双手同时调顶杆和调节杆,直到相差不多时再放进卡尺或网纹板,继续配合调节,直到调到符合尺寸为止。然后完全紧固好顶杆螺母和调节杆螺母以及紧定螺丝。
(3)设备空载运行时利用“听”“看”“否”“是”几个方法进行良好状态确认,如有必要需进行调整,
“听”:进给机构黑块和顶杆之间有无很大撞击声音,有则表明顶杆和调节杆没配合好,需重新调整,无则表明配合调整得很好。




 产品系列
产品系列 内容详情
内容详情




