铝塑包装机泡罩包装机的补偿器原理
平板式
泡罩包装机铝塑包装机的补偿器四条原理:
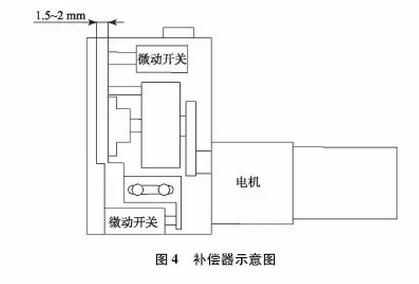
(1)补偿器通过电机带动PVC前后移动,补偿PVC因受热所造成的收缩和拉长变形。补偿器包括电机和微动开关。微动开关是控制电机向前移动或向后移动的。
(2)在停车时间较长的情况下,PVC会受到加热装置的热量影响,产生一定量的收缩变形,当再次启动时会产生拉长变形。
(3)补偿器在调整时,通过微动开关控制电机。按下停车按钮时,电机带动PVC向热合站方向移动,按下运行按钮时,电机向反方向移动。
(4)打开补偿器的盖板,用卡尺测量补偿器外壳板与带动导向轮的板的间隙为1.5~2 mm,如图4所示。




 产品系列
产品系列 内容详情
内容详情




