装盒机伺服传动控制的扣小盒侧耳机构与彩盒输送链不同步
伺服传动控制的扣小盒侧耳机构
装盒机故障描述:
装盒机在生产几批产品后出现如下故障:每当重新上电或设备故障紧急停机时,重新启动设备走完原点位进行生产,此时伺服电机带动的扣小盒后侧耳动作,相对彩盒到达时间总是不同步(且滞后很多),需重新调整扣侧耳组件与彩盒的位置后才.能恢复正常生产。但是,断电或按下紧急停机按钮后,设备重启,故障会重现。
装盒机故障分析:
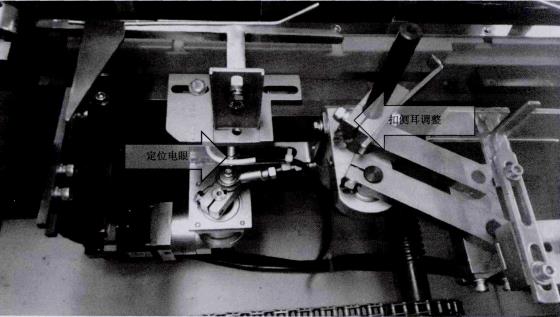
图为
伺服传动控制的扣小盒侧耳机构,图中设备机械零点。查看操作界面上该机器机械零点参数,在轴编码器的电子角度0°~20。点动控制使设备彩盒输送链到达指定位置,再查看机器操作屏上此时显示电子角度为5*,由此可排除轴编码器与机器机械角度不同步的问题。下载该机器PLC程序,未能从程序中找到该电眼与轴编码之间有关的角度信息。
分析设备走原点操作时该机构的动作,在机器编码器角度2220处,应该是该机构与机器彩盒输送链的彩盒最佳同步位置,此时调整伺服控制的后部扣耳机构与彩盒输送链上的彩盒同步到达,然后启动机器正常生产,该机构将与设备同步运行。由此判定,故障原因可能是该定位电眼的位置发生了偏离,便该机构的定位电眼触发时间不对(过早),导致设备走原点位操作后,小盒扣侧耳时间与彩盒输送链上的彩盒不同步。
装盒机故障排除:
重启设备走原点位成功后,机器自动停止。按上述分析,调整定位电眼在支架长方形孔中的前后位置,使电眼在机器编码器的电子角度为222°时被触发。在调试模式下运行设备,当彩盒到达后,再松开后部扣小盒侧耳机构的紧固螺栓,调整该机构与小盒的相对位置,使小盒后侧耳能被及时扣入成型,调整好后锁紧。多次断电或按下急停按钮,让机器走原点后恢复生产,后部扣小盒侧耳机构的动作与彩盒输送链上的彩盒到达时间总能保持同步。通过上述调整,排除了故障。




